1.�й� SMT��ҵ����Ҫ�������齭���������ͳ�������������������������ҵ��������ռ���������ҵ��ģ��90%���ϣ����н��齭����������ռ����������ص�67.5%�������������SMT��ҵ�����۶�Ҳ�ﵽ��3.1��Ԫ��ռ�����ҵ���ص�7.6%��[1]
2.ͬʱ����Ԥ�ƣ�δ��5�����й� SMT��ҵ���Խ���Ҫ�����ڳ��������������齭���������ͻ��������������������������������й�SMT��ҵ����ռ���ؽ���2007����ʼ����������2009��ﵽ43.9%�����齭��������������Ȼ�½���47.O%������ռ����Ҫλ�á����⣬������������SMT��ҵҲ�нϿ�ķ�չ��������������SMT��ҵ�Ŀ���������Ҫ������ȫ�� SMT��ҵ��ת�ƣ���������Ƭ��������ת�ơ�����ʷԭ����������������������չ�豸����ҵ�Ļ�������ۺ�ͬʱ�������������ʼDZ����ֻ����и߶˵���������Ʒ����ҵ�ȽϷ�������ټ��ϳ��������������صĵ���λ�����ƣ������2007���ȫ�� SMT��ҵ�Ĵ�ת�ƹ����У����������������н��൱�ֵı��������������齭�����������ԣ������ڹ�ȥ����ķ�չ�У���SMT��ҵ�Ѿ��γ��˽�Ϊ�����IJ�ҵ���Ͳ�ҵ������������齭���������ڳнӲ�ҵת�Ʒ���Ҳ���бȽ����Ե����ơ�
3.�Ӳ�ҵ�����ķ�չ������������Ȼ�й��� SMT��ҵ�д��ڷ�չ���ڣ������Ѿ����ֳ������������ͬʱ�� SMT��ҵ����һ����Ҫ�Ļ����Բ�ҵ�������ƶ��й��ĵ�����Ϣ��ҵ����ҵ�ṹ�����Ͳ�ҵ����������Ҫ���塣�ƶ��й�SMT��ҵ���ٽ�����չ��Ҫ��ҵ�����θ������ڵĹ�ͬЭ����
4.���������ԣ����ǽ��������������顣һ�ǼӴ�� SMT��ҵ�ķ������ȣ������Ǽ�ǿ�Ի������Ϻ;�����������������о���Ͷ�롣����������Ϊ��Ҫ���г���ܲ��ţ�Ҫ��ǿ֪ʶ��Ȩ�������ȣ����������ƶ��й���SMT��ҵ���������Ի����ƹ��ִ�С�
5.����ҵ���ԣ�����Ҳ��������������顣һ��ת���������ʶ�������ն� SMT�豸���Ƶ���Ҫ�ԡ�ֻ����ȫ��Ϥʵ�������Ĺ������̣��˽�ʵ�������еĹ��ռ������������仯������������Ƴ�����ʵ������Ҫ��� SMT�豸������˳Ӧ��Ǧ�����ƣ�ͻ���ص㼼����ʵ�ֹؼ��豸��Ʒϵ�л������Ǽ�ǿ���۷��������ʺ��й���ҵ��Ҫ���»��͡����ǽ�����ѵ��֤���γ��豸�г��ƹ���ģʽ�����ݹ����Ͷ���ᱣ�ϲ�����Ϣ��ҵ����Ҫ���±�����װ��ҵ�Ĵ�ҵ��Ա��2006��ǰ�����֤�ϸڣ���Ҳ��������ҵ����רҵ��ѵ����֤��ʽ���ƹ��� SMT�豸��Ʒ���µķ�չ�ռ䡣���dz�����������˲ŵ�������ʵ�ּ������ºͽ�����չ��

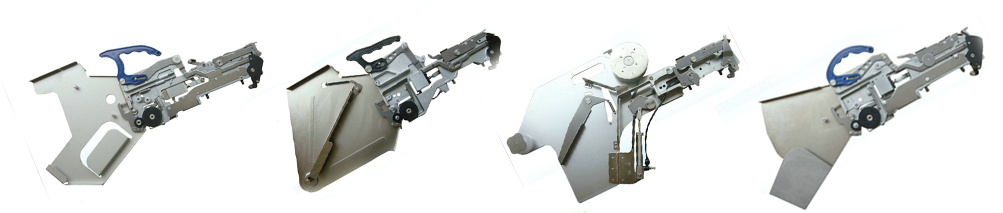
SMT�ӹ�����
2�������
1��������Σ����������������ѹ���㣬©����������ϲ� �� ��ȡ�ϲ�����ʶ��ͨ���������ϡ����������Ҫ����Ա����ÿ�����豸������ NOZZLE���ģ���ϴ���죬���ƻ����ڱ����豸��
2����������������������HOLD��Э�����²�˳���ȡ�ϲ�����������������ƻ����ڱ����豸�����������������
3��HOLD/SHAFT��PISTON���Ρ���������������ĥ�������ȡ�ϲ�����������������ƻ����ڱ����豸�����������������
4��ȡ�ϲ����ϵ�����λ�ã�ȡ�ϸ߶Ȳ���ȷ��һ��������������� ѹ0.05MMΪ�������ƫλ��ȡ�ϲ�������ƫ�ƣ�ʶ��ʱ����Ӧ �����ݲ��������� ��ʶ��ϵͳ������Ч��������������������ƻ����ڱ����豸�����������������У���� ��ԭ�㡣
5����շ�����չ���о�ࡢ����������������ͨ����˳�������� ʱ˲����ղ����豸�������ٶ����ȡ�ϲ��������������Ҫ����Ա����ÿ����ϴ���죬���ƻ����ڱ����� ����
6��������λ��ˮƽ������FEEDER�������ȡ�ϲ�����������������ƻ����ڱ����豸������豸ˮƽ�̶�֧����ĸ��
7��˿�ˡ����ĥ���ɶ��������ʱ���г̸ı��ȡ�ϲ���������������Ͻ��÷�ǹ�������ڲ�����ֹ�ҳ������Ԫ��ճ ����˿���ϡ����ƻ����ڱ����豸�����������������
8���������ĥ�𡢶������ͷŴ����ϻ���ɻ���ԭ��ı䡢���� ���ݲ���ȷ��ȡ�ϲ�����������������ƻ����ڱ����豸�����������������У�� ����ԭ�㡣
9���Ӿ������侵ͷ�����췴��ֽ����࣬������������ʶ���� �ɴ������������������Ҫ����Ա����ÿ�����豸������NOZZLE���ģ���ϴ���죬���ƻ����ڱ����豸��
10��ʶ���Դѡ�����ƹ��ϻ�����ǿ�ȡ��ҶȲ�����ɴ����� ����������������ƻ����ڱ����豸����������ĻԶȺ͵ƹܵ��� �ȣ����������������
11�������⾵�ϻ���̿��ĥ��λ���ɴ���������������������ƻ����ڱ����豸�����������������
12����ѹ���㣬�����й©�����ѹ�����ȡ�ϲ����ȡ��֮���� ȥ����;�е��䣻������������ƻ����ڱ����豸�����������������
13�����������λ��༷ѹ�������λ�øı��ȡ�ϲ��������������Ҫ�������
14��������ѹ�DZ��Ρ�����������������ϴ�û�п��ڹ������ļ��� ���ϡ����������ϣ����������������
15������ɶ����ϻ����ʶ�������ϣ�������������ƻ����ڱ����豸�����������������
16�������������֡�����צ����λצĥ�𡢵����������������ﲻ�� ��ɹ��������ϲ���ȡ�ϲ������������ϣ�������������
17����������ƽ̨ĥ�����FEEDER��װ���ɶ���ȡ�ϲ�����������������ƻ����ڱ����豸�����������������
���
���ӵ�·������װ������Surface Mount Technology��SMT������Ϊ������װ����氲װ����������һ�ֽ������Ż�����߱�����װԪ��������� SMC/ SMD�����ij�Ƭ״Ԫ��������װ��ӡ�Ƶ�·�壨Printed Circuit Board�� PCB���ı������������ı����ϣ�ͨ�� ������������ȷ������Ժ�����װ�ĵ�·װ��������[2]
���Ӽ���
[3] ֻ������һ������ڸ��ؾ��е��廨���ŵ�רҵ��������⣬���ǾͲ���֪�����Ӳ�����ѡ������Щ���¼��ܡ�CSP��0201��ԴԪ������Ǧ���Ӻ���ӣ�����˵���������˾�� PCB�����ۺͻ�Ծ�����������Ƚ����ܡ�����˵����ô������CSP��0201ƴװ�г����ij�С���ף�250um�����⣬���Ǻ����ӡ������δ�й��ĸ����������⡣�弶�����ƴװ����ΪͨѶ�����缼���з�չ������һ�룬�乤�շdz����ܡ����ͷ�װ���ض������ر������������߳���֮����Щ���Ҽ��ܵ���渨����Ҳ��ͨ�� SMT�����кܴ�������Ϊ�ڱ�֤ƴװ�����ʺͲ����ο��Է��棬���������Ÿ�Ϊ��Ҫ��������磬��CSP���ӻ�����˵��ֻ�Ǿ����Ķ�������̳߶ȣ��������Խ����ο��ԡ�
���� CSPʹ��
��������ҳ�����һ��Ҫ��������CSP��CSP���ܵ�������������������������С��װ�߶ȡ��������������èM������ǿ�Լ���װ�Ŀɷ����Եȡ�CSP�ĸ�Ч������������ڰ弶ƴװʱ�����Կ��ϸ���루ϸ��0.075mm���ܱ߷�װ�ı߽磬����ϴ���루1��0.8��0.75��0.5��0.4mm���������в��֡�
������������CSP��������������ŷ���ʹ�ö����ˣ���ұ鼰��Ϊ������SRAM��DRAM���е�����ASIC�������洢��������������ĵͱ�Ǯ���������CSP���������ָ���������ʽ�������Ի������Ի������߽ṹ���;�Ƭ���滮��CSP���ܿ������SOIC��QFP���Ķ���Ϊ����������ܡ�
����CSPƴװ������һ�����⣬���Ǻ��ӻ����ļ����̺�С��ͨ��0.5mm����CSP�ļ����̳߶�Ϊ0.250��0.275mm�����С�ij߶ȣ����������Ϊ0.6�������͵Ŀ��ڴ�ӡ�����Ǻܼ��ѵġ�������ѡ�þ������Ĺ��գ��ɳɹ��ؽ��д�ӡ����ë���ķ���ͨ������Ϊģ�忪��������ʹ�ĺ���ȱ�����弶�ο�����Ҫȡ���ڷ�װ���ͣ���CSP����ƽ���ܱ���-40��125���������800��1200�Σ�������������䡣���ǣ�����ѡ����������ϣ������CSP�����ο���������300%��CSP����ë��ͨ���뺸��ƣ�������йء�
���� ��ԴԪ����ǰ��
��������һ����ʽ������0201��ԴԪ�����ܣ���Ϊ��С��߶ȵ��г���Ҫ����Ҷ�0201Ԫ���dz����ӡ��Դ�1999������0201Ԫ���Ƴ������ѵ绰�����̾Ͱ�������CSPһͬƴװ���绰�У�ӡ��߶��ɴ����ټ�Сһ�롣���������װ�ʵ����£�Ҫ�������պ�ȱ�㣨���ŽӺ�ֱ�����ij��֣����̳߶����Ż���Ԫ��������Ҫ����ֻ������������Щ��װ���Խ����ŷ��ã������С��150mm��
������ģ�0201���������ŵ�BGA�ͽϴ��CSP�·�����0.8mm�����14mm��CSP��������0201�ĺ����ͼ����Ϊ��ЩС�ͷ���Ԫ���ij߶Ⱥ�С��ƴװ�豸�����ѷ����������µ���ϵ��0201����ݡ�
���� ͨ��ƴװ����������
��������ӷ�װ���㷺ʹ���ڸ������ݴ���ʢ�еĵ��ź����緶�롣ͨ���弶����������ǡ������Ρ�ģ�顣��Щ���ĵĵ������ߴӷ�װ�ı������ˮƽ������ƴװ�취��ͨ��Ԫ����һ����ͨ��ѡ�����չ��ա������߾����߳���ѹ���������ò��̽�ӡ��ͨ·�ᴩ���塣
���������������ĵ���Ҫ�����ǣ������߳�����ʱ�̿��Է�������������Ϊ�����װ���ܹ��أ��б�Ҫ���Ĵ��ã���ֹ���߱����Ͳ���������-�������νӿڴ�ģ���װ���ѡ�������ף��ѹ����Ԫ���Ľ�ϵ��淶 SMT�����е���ѽ��������ѡ�������豸������������ȡ��Ԫ���ģ��������߳��Ͷ����ϣ�֮���ٰѴ����ߵ����Ĵӳ��ͻ���ȡ�������հ�ģ�����ӡPCB���ϡ�����������ѡ�����ʵ���Ǯ���豸���ʣ��������˾���������ѡ����ƴװ���ա�
������߶�ӡ�壨20��24�壩��������������Ҳ�ܱ鼰����������к�·��/����ӡ��һ��IJ��ﶼ�ʵ����ң������˱������۵ĸ��ּ��ܵĻ�ϣ�������˵������һ��ӡ PCB���ϣ��������Լ�������40mm2�Ĵ����մ�դ���У�CCGA����BGA���ġ�
�����������ĵ�������Ҫ�����Ǵ���ɢ�Ⱥ�����ʹ������ЧӦ����ЩԪ���������ɢ��Ƭ��Ч������ʹ��װ����·Ǿ��ȵļ��ȣ���Ϊ¯�ӵ��Ȳٿغͼ������߲ٿأ�������ʹ�����м��ڽ�����ʪ�ĺ����νӡ��ڴ���ʱ��������ʹ�����ĺ�ӡ�������������ʹ�粿����ʩ�ӵ�ӡPCB���ϵĺ�����������ġ�����ʪ����������������Щӡ��ļ�������ʱ�б�Ҫ���ģ��Ա�֤BGA/CCGA�����������ӡ�������õ����ȵļ��ȡ�
���� ӡ������Ҫ��
����Ϊ��ֹӡ��������䣬������¯���ʵ���֧��ӡ���Ǻ���Ҫ�ġ�ӡ�������ǵ�·ƴװ���б�Ҫע�ص����Ҫ�أ���Ӧ������������档����������������ʹ��BGA��������������ʹ���Ͽ�Ѩ�����Ѻܶ����Ӧ�����ں����ν��ϣ��γ�����ë����ѡ��Ī������ͶӰӡ����ϵ�ܼ������������������ϵ���������ѻ��������������Ԥ���÷�װ��ӡ�������������ѻ���ϵ����¯�����õ�Ϊ���ĺ�ӡ�������ĸ���ʱ��/�¶����������ͼ�Σ�Ҳ��ģ������������
���� ��Ǧ����
������Ǧ��������һ���¼��ܣ����˾���ѿ���ѡ�á������ʼ��ŷ�˺��ձ���ҵ�磬������Ϊ���ڽ���PCBƴװʱ�Ӻ����г���Ǧ�ɷݡ������һ���ܵ�����һֱ�ڸı䣬���������2004����ɣ������������������2006����ɡ����������˾����������2004���������ܣ���Щ��˾������ѹ�������Ǧ���
��������г�������������Ǧ���ϺϽ𣬶�������ŷ����ͨ�õ�һ�ֺϽ�ɷ���95.6Sn�M3.7Ag�M0.7Cu��������Щ���ϺϽ��봦�ù淶Sn/Pb������Ƚϲ����ͬ�����Ĵ�ӡ����װ������һ���ģ���Ҫ��ͬ�����������գ�Ҳ����˵�����ڴ������Ǧ�����б�Ҫѡ�ýϸߵ�Һ���¶ȡ�Sn�MAg�MCu�Ͻ�ͨ�������ֵ�¶ȱ�Sn/Pb���ϸߴ��30�档��ģ���ʼ�������ѱ��������������մ��ڱȹ淶Sn/Pb�Ͻ�Ҫ�����öࡣ
��������С����ԴԪ����˵�������������ͬҲ��������ֱ�����Ž�ȱ����������ر��ǹ���0402��0201�߶ȵķ�װ���ܹ飬��Ǧƴװ���ο��Բ����������ױȵ���Sn/Pb���ϣ��������»������⣬����������ʹ���в����¶ȿ��ԻᳬԽ150�档
���� ��װƬ
���������ѵ�ʱ�Ƚ����ܼ��ɵ��淶 SMT�����ʱ�����������ļ��������һ����װ���ʹ���У���װƬ�㷺����BGA��CSP����ȻBGA��CSP����ѡ��������-�ṹ���ܡ��ڰ弶ƴװ�У�ѡ�õ�װƬ���Դ������������������߶ȼ�С�����ܽ����ͱ�Ǯ���͡�
���������ź����ǣ�ѡ�õ�װƬ�����������������ӳ��ʣ���ʹ��������,����ר���豸���ڵ�װƬ���ա���Щ�豸�����������װƬ�Ľϸ߾����������װ��ϵ��������Ϳ��ϵ���������X���ߺ�������ϵ�����ڽ����������Ӽ����������Ѩ������
����������棬������״����ϸ����Ĥ���ƣ����ڿ������ԺͿɲ����ԣ�DFM/T���Լ����ⱾǮ�����������������Ҫ�ġ�
���� PCB���ϵ�װƬ��FCOB����Ҫ������С�ͻ�ΪҪ���IJ����У�������ģ�������ҽ����еʹ�á�һ������ģ��ӡ�壬�������0201��ԴԪ����ͬ�ķ�װ�����˵�װƬ���ܡ�ƴװ�˵�װƬ��0201���ĵ���ͬ�ĸ�����װ�ʹ���Ҳ�ɻ��Ʒ�װ�ĸ������ú����������˵���ڹ淶SMTƴװ������ʩ���Ƚ����ܵ�һ���ϼѱ��硣
�ص�
��װ�ܶȸߡ� ������Ʒ���С�������ᣬ��Ƭ Ԫ�������������ֻ�д�ͳ��װԪ����1/10���ң�һ����� SMT֮���Ӳ�Ʒ�����С40%��60%����������60%��80%��
�ɿ��Ըߡ���������ǿ�� ����ȱ���ʵ͡�
��Ƶ���Ժá������˵�ź���Ƶ���š�
����ʵ���Զ�������� ����Ч���� ���ͳɱ���
30%��50%����ʡ���ϡ���Դ���豸��������ʱ��ȡ�
���
�ܵ���˵�� SMT����������װ������������װ�豸��������װԪ������ SMT������
3ǰ��
����21�����������й�������Ϣ��Ʒ����ҵÿ�궼��20%���ϵ��ٶȸ�����������ģ��2004�������������������ڶ�λ�����й�������Ϣ��ҵ���ٷ�չ���ƶ��£��й� ������װ����(SMT)��������Ҳ�õ���Ѹ�͵ķ�չ��������װ�����ߵĹؼ��豸�����Զ���Ƭ�����й��ı�������λ������ǰ�С�
�й�������Ҫ���г�
��2006����й�Լ�н�2����SMT�����ߣ�ӵ�� SMT��Ƭ��Լ��5��̨������90%��2001���Ժ���ġ������й�����������SMT��Ƭ�������������ڣ��г����õ�SMT��Ƭ������ȫ���Ǵӹ�����ڵġ���2001����2006��������У��й��Զ���Ƭ���г�����ƽ��27.2%���ٶ���������2006�깲�����Զ���Ƭ��10351̨�����ڽ��ﵽ17����Ԫ���й���SMT��Ƭ���г���ռȫ���г��ݶ��40%���ҡ���̨�Զ���Ƭ����ƽ���۸��Ѵﵽ16.4����Ԫ��2006���й����ڵ�10351̨�Զ���Ƭ����Ҫ�����ձ���ռ77.9%�����¹����Զ���Ƭ����̨ƽ���۸���ߣ���̨���۴�31.1����Ԫ��2006���й����ڵ��Զ���Ƭ���ڹ㶫ʡռ54.4%���и������Զ���Ƭ�����ڵ���λ������ǽ��ա��Ϻ��ͱ�����
������ƽ������
������Ϣ��ҵ��������ͳ�ƣ�2006���й�������Ϣ��ҵʵ����������4.75����Ԫ������23.7%��2007���й�������Ϣ��ҵ��չ�ĺ��Ŀ����ʵ����������5.8����Ԫ��ͬ������23%�� SMT��Ƭ�����й�����Ҫ�г������ֻ����ʼDZ����Ժ����������IT��Ʒ��չѸ�͡����й����ֻ��û�2006��ﵽ4.61�ڻ���ÿ����ӵ��35.3̨�ֻ������յ�����Ϣ��ҵ��ʮһ�塱��չ�滮�ƶ���Ŀ�꣬��2010���ֻ��û����ﵽ6�ڻ���ÿ���˽�ӵ��45̨�ֻ����й��ֻ��IJ���һֱ������Ѹ��������2006���ֻ������ﵽ4.8��̨����2005������58.2%���ʼDZ��������ͼ�����еı����ѳ���50%�����ұ����������������й��ʼDZ����ԵIJ��������������60%���ϣ�2006�����Ϊ5912��̨��ͬ������29.5%��2006���й������������Ϊ6695.1��̨����2005������21.2%�����Ϸ�����2007���й��Զ���Ƭ�����г����й�������Ϣ��ҵ���ٷ�չ���ֻ����ʼDZ����Ժ��������Ѹ�ͷ�չ���ƶ��£��г�����������ƽ����������̬��ͬʱ���ڹ������Զ���Ƭ�����껹��������ҵ��������2007���й����Զ���Ƭ���г��Խ��������ڡ�[1]
4��;
���Ӳ�Ʒ��С�ͻ�����ǰʹ�õĴ��� ���Ԫ��������С��
���Ӳ�Ʒ���ܸ������������õ� ���ɵ�·(IC��������Ԫ�����ر��Ǵ��ģ������IC�����ò����ñ�����ƬԪ����
��Ʒ�������������Զ���������Ҫ�Եͳɱ��߲������������ʲ�Ʒ��ӭ�Ϲ˿�����ǿ�г�������
���ӿƼ��������ڱ��У�����ʳ�����
5���չ���
ӡˢ(�콺/����)--> ���(��ѡAOIȫ�Զ�����Ŀ�Ӽ��)-->��װ(����С��������������:�ָ�����Ƭ�����ɵ�·��װ)-->���(��ѡAOI ��ѧ/Ŀ�Ӽ��)--> ����(�����ȷ���������к���)--> ���(�ɷ�AOI ��ѧ�����ۼ������Բ��Լ��)--> ά��(ʹ�ù���:��̨���ȷ��̨��)--> �ְ�(�ֹ����߷ְ�������а�)
�������̼�Ϊ��ӡˢ-------��Ƭ-------����-------����(ÿ�������о��ɼ�������Կ�������)
����ӡˢ
�������ǽ������45�Ƚ��ùε�©ӡ��PCB�ĺ����ϣ�Ϊ Ԫ�����ĺ��������������豸Ϊӡˢ��������ӡˢ������λ�� SMT����������ǰ�ˡ�
�����װ
�������ǽ� ������װԪ����ȷ��װ��PCB�Ĺ̶�λ���ϡ������豸Ϊ ��Ƭ����λ��SMT��������ӡˢ���ĺ��棬һ��Ϊ���ٻ��ͷ��û����������������ʹ�á�
��������
�������ǽ������ڻ���ʹ������װԪ������ PCB���ι̺�����һ�������豸Ϊ������¯��λ��SMT����������Ƭ���ĺ��棬�����¶�Ҫ���൱�ϸ���Ҫʵʱ�����¶����⣬��������¶���profile����ʽ���֡�
AOI��ѧ���
�������ǶԺ��Ӻõ� PCB�����к��������ļ�⡣��ʹ�õ����豸Ϊ�Զ���ѧ������AOI����λ�ø��ݼ�����Ҫ�����������������ߺ��ʵĵط�����Щ�ڻ�������ǰ���е��ڻ������Ӻ�
��
�������ǶԼ����ֹ��ϵ�PCB����з��ޡ����ù���Ϊ ������������վ�ȡ�������AOI��ѧ����
�ְ�
�����öԶ�����PCBA�����з֣�ʹ֮�ֿ��ɵ������壬һ�����V-cut�� �����иʽ��
���������֪ʶ
�������ǽ����Ϸ�ĩ������������ܵĺ�״������϶��ɵ�һ�ֽ��ϣ�ͨ�����Ϸ�ĩռ90%���ң������ǻ�ѧ�ɷ֡�
���ǰ�������ı���̬������ָ�������Ϊ���壬�о������������������α���������Ϊ���ɺ������Ŀ�ѧ��Ϊ����ѧ�����ڹ�������������һ���������������ȵĴ�С��
�������������Ϊ
�������л���һ�����Ĵ���������м������������ʡ���������ӡˢʱ���ܵ��ε����������ã������½������ﵽģ�崰��ʱ���ȴﵽ��ͣ�����˳��ͨ�����ڳ����� PCB�ĺ����ϣ�����������ֹͣ������������Ѹ�ٻ����������Ͳ������ӡˢͼ�ε�������������õ����õ�ӡˢЧ����
Ӱ�캸�����ȵ����أ����Ϸ�ĩ���������Ϸ�ĩ���ȣ��¶ȣ��������ʡ�
1�����Ϸ�ĩ����
�������к��Ϸ�ĩ�����������ȵ����ӡ�
2�����Ϸ�ĩ����
���Ϸ�ĩ���������Ƚ��͡�
3���¶�
�¶����ߣ����½���ӡˢ����ѻ����¶�Ϊ23��3�ȡ�
6������
������������ȷ������Ժ�����װ�ĵ�·װ��������
����
�������ֳơ� ���������������������� ����¯����Reflow Oven��,����ͨ���ṩһ�ּ��Ȼ�����ʹ �����������ڻ��Ӷ��ñ�����װԪ������PCB����ͨ��������Ͻ�ɿ��ؽ����һ����豸�����ݼ����ķ�չ��Ϊ������������������������Զ�����������������ȷ��������ȫ�ȷ��������������ݺ����������Ҫ�����г䵪�Ļ�����¯���Ƚ����к�ʵ�õĴ����Զ�����������������ȷ��������ȫ�ȷ��������
����������
(1����һ��-�Ȱ�ʽ������¯
(2���ڶ���-����������¯
�������� 80%���������Ե�Ų�����ʽ�D�D���������ⷢ��ġ��䲨���ڿɼ���֮����0.7��0.8um ��1mm ֮�䣬0.72��1.5um Ϊ�����⣻1.5��5.6um Ϊ�к��⣻5.6��1000um ΪԶ���⣬������Զ����֮�ϡ�
���µĻ����������Ⲩ������Ƶ���뱻����������Ӽ����Ƶ��һ��ʱ���ͻ���������ӵļ�������ζ����������¡�����Ϊ1��8um��
�������¶�������ߣ������Ե��º����¶ȿ��������������ʪ�����ŵ㣺ʹ�������Լ��л����±����Ѹ��ˮ�����Ӷ������ʪ������������ȵķ��䲨�������ղ�������ƣ���˻������¿졢�²�С���¶����߿��Ʒ��㣬���Ժã����������Ч�ʸߣ��ɱ��͡�
ȱ�㣺���Բ����ӰЧӦ�D�D�Ȳ����ȡ�
�Բߣ������������������ȷ�ѭ����
(3��������-�����ȷ�ʽ��������
�������ȵĿ���ȡ���ڷ��٣�������ķ��ٻ����Ԫ����λ��������������������ٿ�����1.0��1.8m/s���ȷ�IJ�����������ʽ��������Ȳ��������γɲ��������˶���ɸ������ֽ粻�壩��������ȣ����Ȱ�װ�ڼ�������࣬�������������ʹ�ø������ɾ�ȷ���ƣ���
�����ṹ���¶����ߵĵ�����
1. ����������ʽ����������ʽ�������������ְ壻
2. ����ϵͳ�������ķ���ϩ������ά����
3. ����ƽ�ȡ������Ժã����������ߣ�������С���Ȱ��Ͳ��������������˫��PCB��Ҳ�������ߣ��������죬��ʵ������������
4. ǿ�ƶ���ϵͳ���¿�ϵͳ��
��������
1. ����壺
(1) ����װ��������ͬʱӡ���ࣻ
(2) ���� SMC/SMD��
(3) ��װ TMC/TMD��
(4) ��������
2. ˫���
(1) ����-���������գ����˫��ƬʽԪ���ĺ��ӣ�
(2) Ȼ���� B ���ͨ��Ԫ��������Ϳ�����ࣻ
(3) ��ת PCB ������ͨ��Ԫ����
(4) ��������������
ע������
1����SMB �������ԣ��������̵���ʪ�Ժ�SMB �������ԣ�
2������������ͺ���Ŀ���ǿ�ȣ�
3�����ӹ������ߣ�
Ԥ������������Ϊ1.3��1.5 ��/s���¶���90��100s ������150 �ȡ�
���������¶�Ϊ 150��180 �ȣ�ʱ��40��60s��
����������180������¶�250 ����Ҫ10��15s���ص�������Լ30s������ȴ
��Ǧ�����¶ȣ�����ͭ��217�ȡ�
4��Flip Chip ����������F.C��
����������
�ֳ����ຸ��Vapor Phase Soldering��VPS��������������ں�Ĥ���ɵ�·�ĺ��ӣ����������ٶȿ���¶Ⱦ��Ⱥ㶨���ŵ㣬�����Ƚ���FC-70 �۸�����FC-113�����dz�����������ʡ��ŵ㣺
1������DZ���ͷŶ�SMA �������ṹ�ͼ�����״�����У�ʹ������ȼ��ȵ������¶ȣ�
2�������¶ȱ���һ������������¿��ֶΣ����㲻ͬ�¶Ⱥ��ӵ���Ҫ��
3��VPS �����ೡ���DZ����������������ͣ�
4����ת���ʸߡ�
����������
1��ԭ�����ص㣺���ü�����ֱ�����亸�Ӳ�λ��
2���������չ���ת������ܣ����Ⱥ��Ӳ�λ��ʹ�����ۻ���
3�����ࣺ����YAG������ʯ��ʯ����������
����֪ʶ
1.һ����˵�� SMT����涨���¶�Ϊ23��7�棻
2. ����ӡˢʱ���������IJ��ϼ����� :���ࡢ�ְ塢�ε�������ֽ����ֽ����ϴ�������赶��
3. һ�㳣�õ�����ɷ�ΪSn96.5%/Ag3%/Cu0.5%��
4. ��������Ҫ�ɷݷ�Ϊ�������ۺ� ��������
6. ���������ۿ�����Flux���������������֮��ԼΪ1:1������֮��ԼΪ9:1��
7. �����ȡ��ԭ�����Ƚ��ȳ���
8. ������ ����ʹ��ʱ���뾭��������Ҫ�Ĺ��̻��¡����裻
9. �ְ���������������Ϊ��ʴ�̡����⡢������
10. SMT��ȫ����Surface mount����mounting)technology��������˼Ϊ����ճ�ţ�����װ��������
11. ESD��ȫ����Electro-static discharge��������˼Ϊ����ŵ磻
12. ����SMT�豸����ʱ�������а�����֣����岿��ΪPCB data; Mark data;Feeder data; Nozzle data; Part data��
13. ��Ǧ ����Sn/Ag/Cu 96.5/3.0/0.5���۵�Ϊ217C��
14. ���������Ĺ��������ʪ��Ϊ<10%��
15. ���õı���Ԫ������PassiveDevices���У����衢���ݡ���У�������壩�ȣ�����Ԫ������ActiveDevices���У��羧�塢IC�ȣ�
16. ���õ�SMT�ְ�IJ���Ϊ �������
17. ���õ�SMT�ְ�ĺ��Ϊ0.15mm����0.12mm����
18.�����ɲ�����������Ħ�������롢��Ӧ�����紫���ȣ������ɶԵ��ӹ�ҵ��Ӱ��Ϊ��ESDʧЧ��������Ⱦ����������������ԭ��Ϊ�����к͡��ӵء����Σ�
19. Ӣ�Ƴߴ糤x��0603=0.06inch*0.03inch�����Ƴߴ糤x��3216=3.2mm*1.6mm��
20. ����ERB-05604-J81��8�롰4����ʾΪ4����·����ֵΪ56 ŷķ������ECA-0105Y-M31��ֵΪC=106PF=1NF =1X10-6F��
21. ECN����ȫ��Ϊ�����̱��֪ͨ����SWR����ȫ��Ϊ���������������������ɸ���ز��Ż�ǩ���ļ����ķַ�����Ϊ��Ч��
22. 5S�ľ�������Ϊ���������١���ɨ����ࡢ������
23. PCB��հ�װ��Ŀ���Ƿ�����������
24. Ʒ������Ϊ��ȫ��Ʒ�ܡ��᳹�ƶȡ��ṩ�ͻ������Ʒ�ʣ�ȫԱ���롢��ʱ�������Դ����ȱ���Ŀ�ꣻ
26.QC�ߴ��ַ���ָ�������������ͼ�����ͼ��ɢ��ͼ��ֱ��ͼ������ͼ��
27.����ijɷݰ�����������ĩ���ܼá����������������������Լ����������֣�������ĩռ85-92%��������ֽ�����ĩռ50%��
28. ����ʹ��ʱ����ӱ�����ȡ�����£�Ŀ���ǣ�����ص������¶Ȼָ������£�����ӡˢ��������������� PCBA��Reflow���ײ����IJ���Ϊ���飻
29. ����֮�ļ�����ģʽ�У���ģʽ�����Ƚ���ģʽ������ģʽ���ٽ�ģʽ��
30. SMT��PCB��λ��ʽ�У���ն�λ����е��λ��˫�ж�λ����߶�λ��
31. ˿ӡ�����ţ�Ϊ272�ĵ��裬��ֵΪ2700������ֵΪ4.8M���ĵ���ķ��ţ�˿ӡ��Ϊ485��
32. BGA�����ϵ�˿ӡ�������̡������Ϻš�����Datecode/(Lot No������Ϣ��
33. 208pinQFP��pitchΪ0.5mm��
34. QC�ߴ��ַ��У����ͼǿ��Ѱ�������ϵ��
35. CPKָ��ʵ��״���µ��Ƴ�������
36. �������ں�������ʼ�ӷ����л�ѧ��ϴ������
38. Sn62Pb36Ag2֮ ��������Ҫ�������մɰ壻
39. ������Ϊ�����������ɷ����֣�R��RA��RSA��RMA��
40. RSS����Ϊ���¡����¡���������ȴ���ߣ�
41. ������ʹ�õ�PCB����ΪFR-4;
42. PCB�����������Խ��ߵ�0.7%;
43. STENCIL���������и��ǿ������ع��ķ�����
46. �մ� оƬ����ECA-0105Y-K31���Ϊ��10%��
47. ʹ�õ� �������PCB�������Ϊ�� ���˰壻
48. SMT�����װ�����ʽ��ֱ��Ϊ13�硢7�磻
49. SMTһ��ְ忪��Ҫ��PCB PADС4um���Է�ֹ������֮����
50. ���ա�PCBA����淶���������>90��ʱ��ʾ�����벨���������ԣ�
51. IC�����ʪ����ʾ����ʪ���ڴ���30%������±�ʾIC�ܳ�����ʪ��
52. ����ɷ����������������������Ⱥ��������ȷ����90%:10%,50%:50%;
53. ����֮����ճװ����Դ����20����60�������֮���ü����յ�������
54. ĿǰSMT�ʹ�õĺ�����Sn��Pb�ĺ�����Ϊ��63Sn 37Pb;������Ϊ183��
55. �����Ĵ���Ϊ8mm��ֽ���������ϼ��Ϊ4mm;
56. ��20����70������ڣ�ҵ�����³���һ��SMD��Ϊ���ܷ�ʽ��оƬ���塱������LCC���֮��
57. ����Ϊ272֮�������ֵӦΪ2.7Kŷķ��
58. 100NF�������ֵ��0.10uf��ͬ��
60. SMTʹ�������ĵ�������������մɣ�
61. �غ�¯�¶���������������¶�215C�����ˣ�
62. ��¯����ʱ����¯���¶�245��Ϻ��ʣ�
63. �ְ�Ŀ�����ʽ���Ρ������Ρ�Բ�Σ����Σ������Σ�
64. SMT���������������ޣ�
65. ��������֮���࣬ʵ��ֻ��4Сʱ��ճ��ʱ�䣻
66. SMT�豸һ��ʹ��֮���ѹΪ5KG/cm2��
67. SMT���ά�Ĺ����У��������ȷ��ȡ��������ǹ�����ӣ�
68. QC����IQC��IPQC��FQC��OQC��
69. ������Ƭ������װ���衢 ������ IC�� �����;��װ��ʽΪ Reel��Tray���֣�Tube���ʺϸ�����Ƭ����
70. ������ص㣺С��������ʪ��Ӱ��ϴ�
71. ����PTH������SMT����¯ʱʹ�ú��ֺ��ӷ�ʽ����˫������
72. SMT����֮���鷽���� Ŀ�Ӽ��顢X����顢�����Ӿ����顢AOI��ѧ������⣻
73. ������������ȴ�����ʽΪ����������
74. BGA�������������Ҫ�ɷ�Sn90 Pb10,SAC305��SAC405��
75. �ְ���������������и����������ѧʴ�̣�
76. �ĺ�¯���¶Ȱ������ò�������������֮�¶ȣ�
77. �ĺ�¯֮SMT���Ʒ�ڳ���ʱ�亸��״��������̶���PCB�ϣ�
78. �ִ�����������չ������TQC-TQA-TQM��
80. ICT֮�����ܲ����������þ�̬���ԣ�
81. �����������ڵ�����������͡������������㺸������������ʱ�����Ա����������ã�
82. �ĺ�¯ ��������Ƴ��������Ҫ���²���������ߣ�
83. ������80F/S���ڽ� ����ʽ���ƴ�����
84. ��������������Laser��⣺ ����ȡ������ȡ�����ӡ��֮���ȣ�
85. SMT������Ϸ�ʽ����ʽ����������״������������ʽ��������
86. SMT�豸������Щ�������ֻ������߸˻������ݸ˻���������������
87. Ŀ�������ȷ���������պ�����ҵBOM������ȷ�ϡ���Ʒ�壻
88. �������װ��ʽΪ12w8P���������Pinth�ߴ������ÿ�ν�8mm��
89. �ĺ��������ࣺ �ȷ�ʽ�ĺ�¯�� �����ĺ�¯��laser�ĺ�¯���������ĺ�¯��
90. SMT�����Ʒ�����ɲ��õķ���������ʽ��������ӡ������װ����ӡ����װ��
91. ���õ�MARK��״�У�Բ�Σ���ʮ�����Ρ������Σ����Σ������Σ������Σ�
92. SMT����Reflow Profile���ò����������������ѵ���Ԥ��������ȴ����
93. SMT������������Ȳ���������ɣ��պ���ƫλ��Ĺ����
94. ���ٻ��뷺�û���Cycle timeӦ�������⣻
95. Ʒ�ʵ�������ǵ�һ�ξ����ã�
96. ��Ƭ��Ӧ����С����������������
98. SMT���������������ɷ�ΪLEAD��LEADLESS���֣�
99. �������Զ����û������ֻ�����̬������ʽ�����ͣ�����ʽ�����ͺʹ�������ʽ���û���
100. SMT�Ƴ���û��LOADERҲ����������
101. SMT�������Ͱ�ϵͳ-����ӡˢ��-���ٻ�-���û�-������-�հ����
102. ��ʪ�������������ʱ��ʪ�ȿ�ԲȦ����ʾ��ɫΪ��ɫ���������ʹ�ã�
103. �ߴ���20mm�����ϴ��Ŀ��ȣ�
104. �Ƴ�����ӡˢ������ɶ�·��ԭ��a. ������������������������b.�ְ忪���������������c. �ְ�Ʒ�ʲ��ѣ������������������и� ģ��d.Stencil����������࣬���ε�ѹ���������ʵ���VACUUM��SOLVENT��
105.һ��غ�¯Profile��������Ҫ����Ŀ�ģ�a.Ԥ����������Ŀ�ģ��������ݼ��ӷ���b.������������Ŀ�ģ����������ȥ���������������ˮ�ݡ�c.�غ���������Ŀ�ģ��������ڡ�d.��ȴ��������Ŀ�ģ��Ͻ��γɣ�������뺸�̽�Ϊһ�壻
106. SMT�Ƴ��У������������Ҫԭ��PCB PAD��Ʋ������ְ忪����Ʋ������ü���Ȼ��ü�ѹ������Profile��������б�ʹ�������̮��������ճ�ȹ��͡�
��ҵ����
AAccuracy�����ȣ��� ���������Ŀ��ֵ֮��IJ�[4]
Additive Process���ӳɹ��գ���һ������PCB���粼�ߵķ�����ͨ��ѡ���Ե��ڰ���ϳ����������(ͭ������)��
Adhesion������������ �����ڷ���֮�����������
Aerosol�����ܼ����� С�����Կ���������Һ̬���������ӡ�
Angle of attack��ӭ�ǣ���˿ӡ�ΰ�����˿ӡƽ��֮��ļнǡ�
AnisotropIC adhesive���������Խ�����һ�ֵ��������ʣ�������ֻ��Z�᷽��ͨ��������
Annular ring����״Ȧ���������Χ�ĵ�����ϡ�
Application specific integrated circuit��ASIC����Ӧ�ü��ɵ�·�����ͻ�����������ר����;�ĵ�·��
Array������һ��Ԫ�أ����磺����㣬���������С�
Artwork������ͼ����PCB�ĵ��粼��ͼ������������Ƭԭ�棬�����κα�����������һ��Ϊ3:1��4:1��
Automated test equipment��ATE�Զ������豸����Ϊ���������ܵȼ�����������Զ��������ܻ�̬�������豸��Ҳ���ڹ���������
Automatic optical inspection��AOI�Զ���ѧ��飩�����Զ�ϵͳ�ϣ�����������ģ�ͻ����塣
BBall grid array��BGA��դ�������ɵ�·�İ�װ��ʽ�����������������Ԫ�������ϰ�դ����ʽ���е�����
Blind via��äͨ·�ף���PCB��������ڲ�֮��ĵ������ӣ�������ͨ�������һ�档
Bond lift-off���������룩���Ѻ������ŴӺ��̱��棨��·����ף��ֿ��Ĺ��ϡ�
Bonding agent��ճ�ϼ�����������ճ���γɶ���Ľ�����
Bridge�����ţ���������Ӧ�õ������ӵĵ������������ĺ����������·��
Buried via�������ͨ·�ף���PCB�����������ڲ�֮��ĵ������ӣ���������㿴�����ģ���
CCAD/CAM system��������������������ϵͳ������������������ʹ��ר�ŵ��������������ӡˢ��·�ṹ;���������������������ת����ʵ�ʵIJ�Ʒ����Щϵͳ�����������ݴ����ʹ���Ĵ��ģ�ڴ桢������ƴ���������ͰѴ������Ϣת����ͼ�κͱ��������豸��
Capillary action��ëϸ�����ã���ʹ�ۻ��ĺ���������������������ܽ��Ĺ������������һ����Ȼ����
Chip on board��COB����оƬ����һ�ֻ�ϼ�������ʹ�����泯�Ͻ��ŵ�оƬԪ������ͳ��ͨ������ר�ŵ������ڵ�·����ײ㡣
Circuit tester����·���Ի�����һ������������ʱ����PCB�ķ������������봲��Ԫ�����Ž�ӡ������̽�롢�ڲ����ߡ�װ�ذ塢�հ塢��Ԫ�����ԡ�
Cladding�����Dz㣩��һ���������ı���ճ���ڰ�����γ�PCB���粼�ߡ�
Coefficient of the thermal expansion���¶�����ϵ�����������ϵı����¶�����ʱ����������ÿ���¶Ȳ������Ͱ�����ʣ�ppm����
Cold cleaning������ϴ����һ���л��ܽ���̣�Һ��Ӵ���ɺ��Ӻ�IJ��������
Cold solder joint���亸���㣩��һ�ַ�ӳʪ�����ò����ĺ��ӵ㣬�������ǣ����ڼ��Ȳ������ϴ�����������ɫ����ס�
Component density��Ԫ���ܶȣ���PCB�ϵ�Ԫ����������������
Conductive epoxy�������Ի�����֬����һ�־ۺϲ��ϣ�ͨ������������ӣ�ͨ��������ʹ��ͨ��������
Conductive ink������īˮ�����ں�Ƭ������ʹ�õĽ������γ�PCB���粼��ͼ��
Conformal coating������Ϳ�㣩��һ�ֱ��ı�����Ϳ�㣬Ӧ����˳��װ�����ε�PCB��
Copper foil��ͭ������һ�������Ե����ϣ������ڵ�·����ײ��ϵ�һ�㱡�ġ������Ľ������� ����ΪPCB�ĵ����塣������ճ���ھ�Ե�㣬����ӡˢ�����㣬��ʴ���γɵ�·ͼ����
Copper mirror test��ͭ�����ԣ���һ����������ʴ�Բ��ԣ��ڲ�������ʹ��һ����ճ�����Ĥ��
Cure���決�̻��������ϵ����������ϵı仯��ͨ����ѧ��Ӧ������ѹ/��ѹ�Ķ��ȷ�Ӧ��
Cycle rate��ѭ�����ʣ���һ��Ԫ����Ƭ���ʣ�������������ȡ�������϶�λ�ͷ��صĻ����ٶȣ�Ҳ�в����ٶȡ�
DData recorder�����ݼ�¼���������ض�ʱ���������Ÿ���PCB���ȵ�ż�ϲ������ɼ��¶ȵ��豸��
Defect��ȱ�ݣ���Ԫ�����·��Ԫƫ�����������ܵ�������
Delamination���ֲ㣩�����ķ���Ͱ���뵼�縲�Dz�֮��ķ��롣
Desoldering��ж�������Ѻ���Ԫ����ж���������������������������������������գ��������ܣ����ȰΡ�
Dewetting��ȥʪ�����ۻ��ĺ����ȸ��ǡ����ջصĹ��̣����²�����IJ�����
DFM��Ϊ�����������ƣ���������Ч�ķ�ʽ������Ʒ�ķ�������ʱ�䡢�ɱ��Ϳ�����Դ�������ڡ�
Dispersant����ɢ������һ�ֻ�ѧƷ������ˮ��������ȥ������������
Documentation���ļ����ƣ�������װ������ϣ����ͻ�������Ƹ��Ԫ���Ͳ��ϵ�������������ר�ŵ�����ָʾ�����°汾��ʹ���������ͣ�ԭ�ͻ������������С��������ߺ�/�������������Լ���Щָ��ʵ��ͼ�ε�������Լ��
Downtime��ͣ��ʱ�䣩���豸����ά����ʧЧ����������Ʒ��ʱ�䡣
Durometer��Ӳ�ȼƣ��������ΰ嵶Ƭ��������Ӳ�ȡ�
EEnvironmental test���������ԣ���һ����һϵ�еIJ��ԣ����ھ����ⲿ���ڸ�����Ԫ����װ��װ��Ľṹ����е���������Ե���Ӱ�졣
Eutectic solders�����������������ֻ����Ľ����Ͻ𣬾�����͵��ۻ��㣬������ʱ�������Ͻ�ֱ�Ӵӹ�̬�䵽Һ̬�������������ԽΡ�
FFabrication���������֮��װ��֮ǰ�Ŀհ����칤�գ������Ĺ��հ������㡢�����ӳ�/��ȥ����ס���ơ����ߺ���ࡣ
Fiducial�����㣩���͵�·����ͼ�ϳ�һ���ר�ñ�ǣ����ڻ����Ӿ������ҳ�����ͼ�ķ����λ�á�
Fillet�����ǣ����ں�����Ԫ������֮���ɺ����γɵ����ӡ������㡣
Fine-pitch technology��FPT�ܽž༼������������ƬԪ����װ���������ļ������Ϊ 0.025"��0.635mm������١�
Fixture���оߣ�������PCB�������������ĵ�װ�á�
Flip chip����װоƬ����һ�������Žṹ��һ�㺬�е�·��Ԫ�� �������ͨ���ʵ�������λ�������ϵ�����(������ճ�ϼ�������)���ڵ����Ϻͻ�е�������ڵ�·��
Full liquidus temperature����ȫҺ���¶ȣ��������ﵽ���Һ��״̬���¶�ˮƽ�����ʺ�������ʪ��
Functional test�����ܲ��ԣ���ģ����Ԥ�ڵIJ���������������װ��ĵ������ԡ�
GGolden boy����������һ��Ԫ�����·װ�䣬�Ѿ����Բ�֪�����ܴﵽ�����������ͨ���Ƚϲ���������Ԫ��
HHalides��±����)�����з����ȡ��塢������Ļ�������������д������֣������丯ʴ�ԣ����������
Hard water��Ӳˮ����ˮ�к���̼��ƺ��������ӣ����ܾۼ��ڸɾ��豸���ڱ��沢����������
Hardener��Ӳ��������������֬�еĻ�ѧƷ��ʹ����ǰ�̻������̻�����
IIn-circuit test�����߲��ԣ���һ�����Ԫ���IJ��ԣ��Լ���Ԫ���ķ���λ�úͷ���
JJust-in-time��JIT�պ�ʱ����ͨ��ֱ����Ͷ������ǰ��Ӧ���Ϻ�Ԫ���������ߣ��ѿ�潵�����١�
LLead configuration���������Σ�����Ԫ��������ĵ��壬���е������������ӵ�����á�
Line certification��������ȷ�ϣ���ȷ��������˳���ܿأ�������Ҫ���������ɿ���PCB��
MMachine vision�������Ӿ�����һ���������������������Ԫ�����Ļ����ϵͳ��Ԫ����װ���ȡ�
Mean time between failure��MTBFƽ�����ϼ��ʱ�䣩��Ԥ�Ͽ��ܵ���ת��ԪʧЧ��ƽ��ͳ��ʱ������ͨ����ÿСʱ���㣬���Ӧ�ñ���ʵ�ʵġ�Ԥ�ƵĻ����ġ�
NNonwetting������ʪ�ģ���������ճ�����������һ����������ڴ����������Ⱦ������ʪ�������ǿɼ�����������¶��
OOmegameter�����ӱ�����һ���DZ�����������PCB�������Ӳ�������ͨ����װ�������֪�ߵ����ʵľƾ���ˮ�Ļ������úͼ�¼�������Ӳ���������ĵ������½���
Open����·���������������ӵĵ㣨���źͺ���)��ɷֿ���ԭ��Ҫ���Ǻ������㣬Ҫ�������ӵ����Ź����Բ
Organic activated��OA�л����Եģ����л�����Ϊ���Լ���һ������ϵͳ��ˮ���Եġ�
PPackaging density��װ���ܶȣ���PCB�Ϸ���Ԫ������Դ/��ԴԪ�����������ȣ�������;����Ϊ�͡��л�ߡ�
Photoploter����Ƭ��ͼ�ǣ��������IJ���ͼ�����豸�������������Ƭ������ԭ��PCB����ͼ��ͨ��Ϊʵ�ʳߴ磩��
Pick-and-place��ʰȡ-��װ�豸����һ�ֿɱ�̻�������һ����е�ֱۣ����Զ�������ʰȡԪ�����ƶ���PCB�ϵ�һ�����㣬����ȷ�ķ�����������ȷ��λ�á�
Placement equipment����װ�豸������ϸ��ٺ�ȷ��λ�ؽ�Ԫ��������PCB�Ļ�������Ϊ�������ͣ�SMD�Ĵ���ת�ơ�X/Y��λ������ת��ϵͳ�����������ʹԪ����Ӧ��·����ơ�
RReflow soldering���������ӣ���ͨ�������Σ�������Ԥ�ȡ��ȶ�/���������ֵ����ȴ���ѱ�����װԪ�������������Դﵽ�������ӵĹ��չ��̡�
Repair�����������ָ�ȱ��װ��Ĺ��ܵ��ж���
Repeatability�����ظ��ԣ�����ȷ�ط�����Ŀ��Ĺ���������һ�����������豸���������Ե�ָ�ꡣ
Rework�����������Ѳ���ȷװ����ص����Ϲ����ԼҪ���һ���ظ����̡�
Rheology������ѧ��������Һ�������������ճ�Ժͱ����������ԣ��磬���ࡣ
SSaponifier������������һ���л�������Ҫ�ɷݺ����Ӽ���ˮ��Һ������ͨ������ɷ�ɢ�������ٽ������ˮ�����������������
Schematic��ԭ��ͼ����ʹ�÷��Ŵ�����·���õ�ͼ�������������ӡ�Ԫ�����ܡ�
Semi-aqueous cleaning������ȫˮ��ϴ�����漰�ܼ���ϴ����ˮ��ˢ�ͺ��ѭ���ļ�����
Shadowing����Ӱ�����ں�����������У�Ԫ�������������ijЩ���������������¶Ȳ�������ȫ�ۻ����������
Silver chromate test�����������ԣ���һ�ֶ��Եġ�±��������RMA�������д��ڵļ�顣
��RMA�ɿ��ԡ���ά���ԺͿ����ԣ�Slump��̮�䣩����ģ��˿ӡ��̻�ǰ�����ࡢ�����Ȳ��ϵ���ɢ��
Solder bump����������״�ĺ�������ճ������Դ����ԴԪ���ĽӴ����������·�������ӵ����á�
Solderability���ɺ��ԣ���Ϊ���γɺ�ǿ�����ӣ�����(���š����̻���)��ʪ��(��ɿɺ��ӵ�)������
Soldermask���躸����ӡˢ��·��Ĵ�������������Ҫ���ӵ����ӵ�֮������б���������Ϳ�㸲��ס��
Solids�����壩���������䷽�У�����������ٷֱȣ�
�����庬����Solidus�������ߣ���һЩԪ���ĺ����Ͻ�ʼ�ۻ�(Һ��)���¶ȡ�
Statistical process control��SPCͳ�ƹ��̿��ƣ�����ͳ�Ƽ������������������������ָ���ж���������/��Ʒ�ʿ���״̬��
Storage life�������������������Ĵ���ͱ��������Ե�ʱ�䡣
Subtractive process�������̣���ͨ��ȥ������������Dz��ѡ�֣��õ���·���ߡ�
Surfactant��������Լ���������ˮ�н��ͱ����������Ľ�ʪ��Ļ�ѧƷ��
Syringe��ע��������ͨ������С���ڵγ��Ľ���������
TTape-and-reel�������̣�����Ƭ�õ�Ԫ����װ���������������ϣ���Ԫ��װ�밼���ڣ����������ϴ���ס���Ա�������ϣ���Ԫ����Ƭ���á�
Thermocouple���ȵ�ż���������ֲ�ͬ�����ƳɵĴ�����������ʱ�����¶Ȳ����в���һ��С��ֱ����ѹ��
Type I, II, III assembly����һ����������װ�䣩�����һ��������б�����װԪ����PCB��I����������Ԫ����װ�����桢��SMDԪ����װ��һ�������Ļ�ϼ�����II��������ԴSMDԪ����װ�ڵڶ��桢����(ͨ��)Ԫ����װ������Ϊ�����Ļ�ϼ�����III����
Tombstoning��Ԫ�����𣩣�һ�ֺ���ȱ�ݣ�Ƭ״Ԫ����������ֱλ�ã�ʹ��һ�˲�����
UUltra-fine-pitch�����ܽžࣩ�����ŵ����Ķ����ľ���͵�����Ϊ��0.010����0.25mm�����С��
VVapor degreaser������ȥ��������һ����ϴϵͳ�����������������ڣ����ȵ��ܼ�����������������档
Void����϶���������ڲ��Ŀ�Ѩ���ڻ���ʱ�����ͷŻ�̻�ǰ��ס���������������γɡ�
YYield�������ʣ���������̽���ʱʹ�õ�Ԫ�����ύ������Ԫ���������ʡ�
7��Ƭ�콺
����֪ʶ
SMT��Ƭ�콺��һ�־�ϡ����������ͬ���������Ⱥ��̻��������̵��¶�Ϊ150�棬��ʱ���콺��ʼ�ɸ�״��ֱ�ӱ�ɹ��塣
SMT��Ƭ�콺����ճ�������ԣ��¶����ԣ���ʪ���Եȡ����ݺ콺��������ԣ����������У����ú콺��Ŀ�ľ���ʹ����ι̵�ճ����PCB���棬��ֹ����䡣
ӡˢ����㽺����ʹ�ã�
1��Ϊ������Ƭ����Ʒ�ʣ������ڱ�������أ�5��3�棩���棻
2���ӱ�����ȡ��ʹ��ǰ��Ӧ���������»���2��3Сʱ��
3������ʹ�üױ��� ������������ϴ���� �㽺��
���ڵ㽺���м�����������Ի�ø��ȶ��ĵ㽺����
���Ƽ��ĵ㽺�¶�Ϊ30-35�棻
�۷�װ�㽺��ʱ����ʹ��ר�ý�ˮ��װ�����з�װ���Է�ֹ�ڽ�
ˮ�л������� �ν����Ƽ��Ĺν��¶�Ϊ30-35��ע�������
������ػ������Ƴ���������ǰ���ɴ�ʹ�á�Ϊ������
Ⱦԭװ��Ʒ�����ý��κ�ʹ�ù�����Ƭ������ԭ��װ�ڡ�
ӡˢ��ʽ
1) ӡˢ��ʽ�������̿�Ҫ������������ͣ����ĵ����������������ȺͿĴ�С����״�����ŵ����ٶȿ졢Ч�ʸߡ�
2) �㽺��ʽ���㽺������ѹ�����������콺��ר�õ㽺ͷ�㵽�����ϣ�����Ĵ�С�����١���ʱ�䡢ѹ����ֱ���Ȳ��������ƣ��㽺���������Ĺ��ܡ����ڲ�ͬ����������ǿ���ʹ�ò�ͬ�ĵ㽺ͷ���趨��

��Ƭ�콺
�����ı䣬Ҳ���Ըı佺�����״������������ﵽЧ�����ŵ��Ƿ��㡢���ȶ���ȱ����������˿�����ݵȡ����ǿ��Զ���ҵ�������ٶȡ�ʱ�䡢��ѹ���¶ȵ�����������������Щȱ�㡣
3) ��ת��ʽ���ǽ�һ�����Ƶ���Ĥ������dz������ÿ����ͷ��һ�����㣬������Ӵ�����ʱ���ͻ�������ͷ���������Խ��������״��ֱ����С���仯���̻��¶�100�� 120��150�� �̻�ʱ��5���� 150��60�� ���̻�������ע��㣺
1���̻��¶�Խ���Լ��̻�ʱ��Խ����ճ��ǿ��ҲԽǿ��
2��������Ƭ�����¶Ȼ����Ż�������Ĵ�С����װλ�õIJ�ͬ���仯��������ǽ����ҳ�����ʵ�Ӳ���������콺�Ĵ��棺�������¿ɴ���7�죬��С��5��ʱ������ڸ�6�£���5��25��ɴ������30�졣
����SMT��Ƭ�콺���¶�Ӱ���ñ���ճ�ȣ������ԣ���ʪ�����ԣ�����SMT��Ƭ�콺Ҫ��һ����ʹ��������

��Ƭ�콺
�淶�Ĺ�����
1) �콺Ҫ���ض���ˮ��ţ����ݽ������������ڡ���������š�
2) �콺Ҫ����2��8��ı����б��棬��ֹ�����¶ȱ仯��Ӱ�����ԡ�
3) �콺����Ҫ���������»���4Сʱ�����Ƚ��ȳ���˳��ʹ�á�
4) ���ڵ㽺��ҵ�����ܺ콺Ҫ���ݣ�����һ����δ����ĺ콺Ӧ�Żر��䱣�棬�ɽ����½����ܻ��á�
5) Ҫȷ����д���¼�¼���������˼�����ʱ�䣬ʹ������ȷ�ϻ�����ɺ�ʹ�á�ͨ�����콺����ʹ�ù��ڵġ�
8��װ����
SMT��װ�����뺸��ǰ��ÿһ���ղ���������أ����а����ʽ�Ͷ�롢PCB��ơ�Ԫ���ɺ��ԡ���װ����������ѡ���¶�/ʱ��Ŀ��ơ����ϼ�����ṹ�ȡ�
����
���庸����õĺ����ǹ�����Ǧ�Ͻ���63%��Ǧ37%��Ӧʱ�����պ������еĺ����¶ȣ����¶�Ӧ���ںϽ�Һ���¶�183�棬��ʹ�¶Ⱦ��ȡ���ȥ��250��ĺ������¶ȱ���Ϊ��������
���ź��������ĸ��£������������еĺ����¶ȵľ����Եõ��˿��ƣ���������Ԥ��������չ������ʹ����

4043���躸��
�Ƚϵ͵ĺ���������230��240��ķ�Χ�����ú������¶��Ǻ��ձ�ġ�ͨ�������û�о��ȵ���������Ҫ��֤���еĺ���ﵽ�㹻���¶ȣ��Ա��γɺϸ�ĺ����DZ�Ҫ�ġ���Ҫ��������Ҫ�ṩ�㹻������������������ߺͺ��̵��¶ȣ��Ӷ�ȷ�����ϵ������ԣ�ʪ������档���ϵ��¶Ƚϵ;ͻή�Ͷ�Ԫ���ͻ�����ȳ���������ڼ��ٸ������γɣ��ڽϵ͵�ǿ���£����к���Ϳ�������ͺ���������Ĺ�ͬ�����£���ʹ������ھ����㹻�ĺ����������Ϳɼ���ë�̺ͺ���IJ�����
�������еĺ��ϳɷ���ʱ�������й�ϵ��������ʱ����仯�������͵����˸������γɣ������Ҫ�Ӻ��ӵ������ȥ��������������������ʵ�ԭ���ں��ӹ���������ĵ�ԭ��������Щ���ؿɽ��ͺ��ϵ������ԡ��ڲɹ��У�Ҫ�涨�Ľ����������ͺ��ϵ�������������ޣ��ڸ������У�������IPC/J-STD-006������ȷ�Ĺ涨�����ں��ӹ����У��Ժ��ϴ��ȵ�Ҫ����ANSI/J-STD-001B����Ҳ�й涨�����˶Ը����������⣬��63%����37%Ǧ�Ͻ��й涨��������Ͳ��õ���61.5%�����庸������ϵĽ���л�Ӿ��ͭŨ�Ⱦۼ��ȹ�ȥ���졣���־ۼ����������Ե�����ģ���ʹ����ɥʧ�����ԣ��������������⡣����ֲڡ��ʿ���״�ĺ��㳣�������ں����еĸ������¡����ں������еļ��۵ĸ���������������еIJ����ﰵ�����ֲڵ���״����Ҳ�������������͵����ף����Ǿֲ������ֺ��㣬��������������ĵĽ�����������Ҳ�����������̹����У�������������ɵġ�
�������۾���ֱ�����ֳ����������������⡣Ϊ���ֺ��ϡ�������״̬�Ͱ��չ��տ��Ʒ����Լ�麸��

4047���躸��
�������Ǻ���Ҫ�ġ����ں��������и��������������������еĺ�����ͨ����˵�Dz���Ҫ�ģ������ڳ����Ӧ����Ҫ�������������Ӻ��ϣ�ʹ�����еĺ���ʼ�������ġ��������������£����Ӵ��������ڱ��������Ũ�ȡ�Ϊ�˼�������еĻ����Ӧ���г�����������������������Ӧ������������ȷ�����ϳɷݱ�����ȷ��������������һ�����˼��ֵ����⡣�������ʣ���������ʼ���и������ڣ��ڴ����н��к���ʱ������������ʹ�á�оƬ���塱��Ժ��Ӹ��ܶ�������а��������ڱ�¶�ڴ����ĺ��ϱ���̫��ʹ�������������Ի��������ĸ������������к��ϱ������˸�����ĸ��ǣ������ٶȾͷ����ˡ�
�ں����У����������в�������������������������ĸ������Ƽ�ʹ�õij��淽���ǽ�����Ʋȥ��Ҫ�Ǿ�������Ʋ���Ļ����ͻ��������ĸ��������Һ��õĺ��ϸ��ࡣ���������ܼ����ڲ����У����²���IJ��ȶ������������Ҫ��Ժ������е�Һ��ɷݸ�������ά��������������������к������Ļ������ϱ���ĸ����������У���������ܿ��ܷ�������ʱ������״�������Ӹ�����������ֵĸ������������ɴֲڲ������£������п��ܶ����á�������Ӧ�䱸�ɵ��ڵĵ��������ϴ������ͱ���װ�á�
����
�ڲ��庸�ӹ����У������Ǻ��ġ��ɽ�Ԥ�ȵġ�Ϳ�к�����������Ľ���ͨ�����ʹ��͵����ӹ���վ���Ӵ�

���庸�������庸ͼ
����һ���¶ȵĺ��ϣ�������ȣ����������ͻ������ѧ��Ӧ�����ϺϽ�ͨ�����嶯���γɻ�����������ؼ���һ�������õĶԳƲ��屻��Ϊ�����壬�趨���ٶȡ�����߶ȡ�������ȡ����ͽǶȼ������ٶȣ�Ϊ�ﵽ���õĺ��������ṩȫ��λ��������Ӧ�ö����ݽ����ʵ��ĵ��������뿪����ĺ��棨���ڶˣ���Ӧʹ�������н��٣���������ֹͣ���С�PCB���Ų�����������Ҫ�������������ڡ�����ѵ�����£����ϵı�����������ѻ��İ�IJ������У�������ͳ��ڶ˵IJ���֮���ʵ��������˶�����һ�ѿ��������ʵ����ȥ�����ϵĺ��ϡ�Ӧ�ṩ��ֵ���ǣ��������Žӡ�ë�̡���˿�ͺ����ȱ�ݡ���ʱ���������������ȷ�������ȷ���ų������γɵ��Žӡ��ڰ�ĵײ�װ�ϱ�����װԪ������ʱ�������������ں����γɵġ����̵IJ��塱��������ݣ������еIJ�����ƽ֮ǰ��ʹ������оƬ���塣��������ĸ���ֱ�ٶ������ڱ�֤�����������̵ĽӴ�������ƽ�IJ���������������Ҳ�������������ݣ���֤����ʵ������ĽӴ���������ӹ���վ������Ӧ�������ߴ��Ⱥ��ϣ��������������¶ȣ�230��250�棩���Ӵ��������ʱ�䣨3��5���ӣ���ӡ�ư���벨���е���ȣ�50��80%����ʵ��ƽ�еĴ�������ڲ�������ƽ��״̬�������к���������
���庸�Ӻ����ȴ
ͨ���ڲ��庸����β��������ȴ����վ��Ϊ��������ͭ�������仯�����γɺ�������ƣ���һ��ԭ���Ǽ���
�������ȴ���ں���û����ȫ�̻�ʱ�����������λ��������ȴ���������������Ԫ����¶�ڸ����¡�Ȼ����Ӧ���ǵ���ʴ����ȴϵͳ��Ԫ���ͺ�����ȳ����Σ���ԡ�һ���������õġ�����ȶ��ġ���ǿ��������ȴϵͳӦ�������������ʹ�����ϵͳ��ԭ�����������ܹ����ٴ����壬�������ּг֣����ҿɱ�֤����¶ȱ���ϴ��Һ���¶ȵ͡����������ĵ��Ǻ�һ��ԭ������������ijЩ�����������ݵ�ԭ����һ����������ʱ�������ijЩ��������������Ӧ������������ʹ�ò������ϴ���������ڱ�֤���ӹ���վ���õ������������еĻ��������е���ơ����õ����в��ϼ����ղ���������Ҫ����û���ĸ���ʽ�ܹ��ﵽ��ЩҪ�����˽��������չ����е�ÿһ��������4 ������֮��Ҫ�����ѵĺ��������������û�����������ƺ���ǰ�������е�ÿһ���ղ��裬��ΪSMT��������װ���յ�ÿһ���趼����������������ã���һ�������ⶼ��Ӱ�ڵ�����Ŀɿ��Ժ����������Ӳ���Ҳ����ˣ�����Ӧ�ϸ�������еIJ�����ʱ��/�¶ȡ��������������ɷּ������ٶȵȵȡ��Ժ����в�����ȱ�ݣ�Ӧ������������з�������ȡ��Ӧ�Ĵ�ʩ����Ӱ�������ĸ���ȱ����������ѿ״̬֮�С����������ܱ�֤�������IJ�Ʒ��
9����BGA���Ϸ���
������̡����˼�ӡˢ��·��װ (PCA) ���Եȶ����÷�װ���ܺܶ��еӦ�����Ӷ��������ϡ����Ÿ�դ���з�װ���Խ��Խ�������Щ����Ӧ��������ð�ȫˮƽҲ����������ѡ�
�����������õ�����������Է����Ƿ�װ�ĵ����������ò����� IPC/JEDEC-9702 ������ˮƽ�����ĵ����������ԡ������������ò��Է��������� ӡˢ��·��ˮƽ�����������غ��µĶ���ǿ�ȡ����Ǹò��Է�����ȷ��������������Ƕ��١�
����������̺���װ���̣��ر��Ƕ�����Ǧ PCA���ԣ������ٵ���ս֮һ������ֱ�Ӳ��������ϵ�Ӧ������Ϊ�㷺���õ��������������������յĶ����������ڸò�����ӡˢ��·������������ IPC/JEDEC-9704 ��ӡ����·��Ӧ�����ָ�ϡ�����������
������Ǧ�豸����;�����û�����ȤҲԽ��Խ����Ϊ�кܶ��û��������������⡣
���Ÿ�����Ȥ�����ӣ�IPC �����б�Ҫ����������˾���������ܹ�ȷ�� BGA������Ͳ����ڼ䲻�����˵IJ��Է������������ IPC 6-10d SMT �����ɿ��Բ��Է�������С��� JEDEC JC-14.1 ��װ�豸�ɿ��Բ��Է�����ίԱ��Я�ֿ�չ��Ŀǰ�ù����Ѿ���ɡ�
�ò��Է����涨����Բ�������Ų��İ˸��Ӵ��㡣��ӡˢ��·������λ��װ��һ BGA �� PCA ���������ŵģ������泯��װ��֧�������ϣ��Ҹ���ʩ���� BGA �ı��档���� IPC/JEDEC-9704 �Ľ�����������ֽ�Ӧ��ư�������ò������ڵ�λ�á�
PCA �ᱻ�������йص�����ˮƽ����ͨ�����Ϸ�������ȷ������������Щ����ˮƽ�����µ����˳̶ȡ�ͨ��������������ȷ��û�в������˵�����ˮƽ�������������ֵ��
|